Terephthalic Acid Copolyesters Containing Tetramethylcyclobutanediol for High‐Performance Plastics
Abstract
There is a need for high‐performance applications for terephthalic acid (TPA) polyesters with high heat resistance, impact toughness, and optical clarity. Bisphenol A (BPA) based polycarbonates and polyarylates have such properties, but BPA is an endocrine disruptor. Therefore, new TPA polyesters that are less hazardous to health and the environment are becoming popular. Tetramethylcyclobutanediol (TMCD) is a difunctional monomer that can be polymerized with TPA and other diols to yield copolyesters with superior properties to conventional TPA polyesters. It has a cyclobutyl ring that makes it more rigid than cyclohexanedimethanol (CHDM) and EG. Thus, TMCD containing TPA copolyesters can have high heat resistance and impact strength. TPA can be made from abundantly available upcycled polyethylene terephthalate (PET). Therefore, this review discusses the synthesis of monomers and copolyesters, the impact of diol composition on material properties, molecular weight, effects of photodegradation, health safety, and substitution of cyclobutane diols for future polyesters.
Article type: Review Article
Keywords: polyester, copolyesters, plastic recycling, terephthalic acid, tetramethylcyclobutanediol, ethylene glycol, cyclohexanedimethanol
Affiliations: Biosciences Division Oak Ridge National Laboratory Oak Ridge Tennessee 37831 USA; Department of Mechanical Engineering University of Vermont Burlington Vermont 05405 USA; Manufacturing Science Division Oak Ridge National Laboratory Oak Ridge Tennessee37831 USA; Department of Chemical and Biomolecular Engineering University of Tennessee Knoxville Tennessee 37996 USA; Joint Institute of Biological Sciences Biosciences Division Oak Ridge National Laboratory Oak Ridge Tennessee 37831 USA; Center for Renewable Carbon Department of Forestry Wildlife and Fisheries University of Tennessee Institute of Agriculture Knoxville Tennessee 37996 USA
License: © 2021 The Authors. Published by Wiley-VCH GmbH CC BY 4.0 This is an open access article under the terms of the http://creativecommons.org/licenses/by/4.0/ License, which permits use, distribution and reproduction in any medium, provided the original work is properly cited.
Article links: DOI: 10.1002/open.202100171 | PubMed: 34402603 | PMC: PMC8369847
Relevance: Moderate: mentioned 3+ times in text
Full text: PDF (2.1 MB)
Introduction
Aromatic diacids and diols can be esterified to make polyesters, and some compositions can yield high mechanical strength and thermal stability, which are useful for making high‐performance components. Terephthalic acid (TPA) is a common diacid monomer used commercially in large quantities to make thermoplastics. The diacid groups of TPA are esterified with aliphatic diols like ethylene glycol (EG), cyclohexanedimethanol (CHDM), and 1,4‐butanediol (BDO) to form polyesters. The homopolymer of TPA with EG is polyethylene terephthalate (PET), and that with BDO is polybutylene terephthalate (PBT). PET can contain minor quantities of cyclohexanedimethanol (CHDM) (co‐monomer) to lower the crystallinity for easier thermoforming and to impart clarity to PET for making plastic bottles.ref. open202100171-bib-0001 Glycol‐modified PET (PETG) contains both EG and significant quantities of CHDM, but CHDM content is <50 mol % of the total diol component. PET and PETG have glass transition temperatures (Tg ) near ∼80 °C and notched Izod impact strength around 35–80 J/m. TPA‐CHDM homopolyester is known as PCT, which has Tg ∼88 °C and high impact strength (∼1200 J/m) but is difficult to thermoform into articles.ref. open202100171-bib-0002 Therefore, EG (<50 mol % of total diol) is added to TPA‐CHDM to make glycol‐modified PCT (PCTG) copolyester which is easier to thermoform. A portion of TPA can be replaced by its isomer, isophthalic acid (IPA), to get a PCTA copolyester.ref. open202100171-bib-0003 When TPA is esterified with an aromatic diol like bisphenol A (BPA), the resulting polyester (polyarylate) can have very high Tg (180–210 °C), melting temperature (Tm 350 °C),ref. open202100171-bib-0004 and good impact strength (224 J/m)ref. open202100171-bib-0005 due to the benzene rings that provide rigidity to the structure in comparison to aliphatic diols. The thermal stability is even higher than BPA polycarbonate (PC), which has Tg ∼145–150 °C and but PC has a very high notched Izod impact strength of ∼930 J/m.ref. open202100171-bib-0006
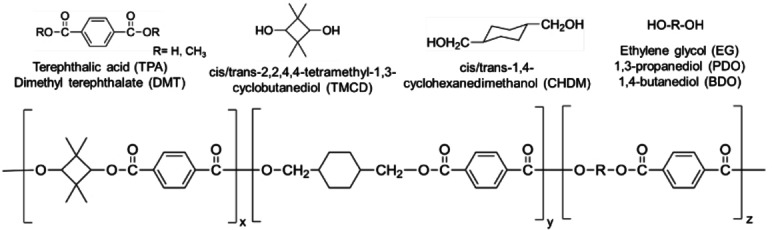
Bisphenol A (BPA) is a known endocrine disruptive chemical (EDC). Therefore, BPA‐free polyesters are gaining momentum as replacements in the market place, especially in biomedical applications and food contact materials.ref. open202100171-bib-0007 BPA alternatives include cyclobutanediol (CBDO) derivatives like cis/trans‐2,2,4,4‐tetramethyl‐1,3‐cyclobutanediol (TMCD) that maintain structural rigidity without loss in other properties. Replacement of the aromatic diol with a rigid cycloaliphatic diol increases photostability and solvent resistance.ref. open202100171-bib-0008 A recent study shows that 4,4′‐bibenzoate‐CHDM polyester can achieve Tg of ∼135 °C, which gets close to BPA polycarbonate (PC) commodity plastic that has Tg of ∼145 °C.ref. open202100171-bib-0009 Monomers like TPA, TMCD, CHDM, and EG can be polymerized to make segmented copolyesters that have good Tg , impact strength and clarity (Figure 1). Eastman Chemical Company synthesizes such copolyesters under their Tritan® brand. The abundance of PET waste presents an opportunity for upcycling it by solvolysis to recover TPA, EG and CHDM monomers for synthesizing high‐performance copolyesters instead of neosythesis of monomers from petroleum. Such copolyesters that have been made by upcycling or recycling and serve as BPA substitutes are gaining demand.
Therefore, this review presents synthesis and properties of TMCD containing TPA‐based copolyesters that can be made to yield high Tg (>100 °C), impact strength (600–1100 J/m), flexural modulus (2–2.5 GPa), Rockwell hardness (80–100), solvent resistance and optical clarity.ref. open202100171-bib-0006 The impact of monomer ratios on properties of the polyesters, molecular weight analysis, effect of aging, and applications are discussed. The latter sections review recent health and environmental safety findings based on endocrine biological assays and TMCD alternatives for making new copolyesters of this class.
Production of Monomers
Terephthalic Acid and Ethylene Glycol from Lysis of PET
The neosynthesis of TPA and its methyl ester (DMT) can be accomplished by the oxidation of petroleum‐derived p‐xylene (Amoco process) or indirectly via methyl toluate over Co(II) or Mn(II) catalysts.ref. open202100171-bib-0010 The ester form makes it easy to distill and recover monomers in highly pure form, which is essential for subsequent high molecular weight polycondensation reactions.ref. open202100171-bib-0010 Instead, recycling of PET can be done to recover TPA and EG by chemical or biological methods due to commercial abundance. Ester linkages can be cleaved by neutral, acidic, alkaline hydrolysis and alcoholysis. Hydrolysis with steam above 245 °C naturally lowers the pH to 3.5–4 from TPA formation, and the reaction rates can be increased by adding acetates of Zn, Ca, or Mn. Acidolysis uses 67–87 % H2SO4 to cleave TPA and EG, followed by neutralization and purification. Alkaline hydrolysis is carried out using 4–20 % NaOH or aqueous NH3 that form salts of TPA. Methanolysis at 180–280 °C at 2–4 MPa using transesterification catalysts like Zn(CH3COO)2 converts PET into dimethyl terephthalate (DMT), EG, and minor quantities of side products like methyl(hydroxyethyl) terephthalate (MHET). Glycolysis of PET using ethylene glycol at 180–250 °C and 0.1–0.6 MPa for 0.5–8 h with Zn(CH3COO)2 produces bis(hydroxylethyl)terephthalate (BHET).ref. open202100171-bib-0001
Esterases produced by bacteria and fungi can degrade polyesters, but the process is slower than chemical catalysis. Bacteria such as Ideonella sakaiensis, Thermobifida fusca, Thermobifida cellulosilytica, Thermobifida alba, Bacillus subtilis, Thermomonospora curvata, Saccharomonospora viridis and fungi Fusarium solani, Humicola insolens, and Aspergillus oryzae are known to carry PET hydrolytic enzyme (PHE).ref. open202100171-bib-0011 Ideonella sakaiensis can grow on PET as the sole carbon source and produces CO2 and water. Its esterases can be isolated for the recovery of TPA and EG from PET.ref. open202100171-bib-0011 However, enzyme accessibility is limited due to Tg of PET (∼70 °C), and heat‐stable enzymes are needed for efficient enzymatic hydrolysis. Thermal inactivation of T. fusca and T. alba PETases was reduced by adding Ca2+ ions or replacing the calcium‐binding site with disulfide bridges.ref. open202100171-bib-0012 Recently, Ideonella sakaiensis 201‐F6 PETase gene was expressed in marine algae Phaeodactylum tricornutum host for PET degradation in saltwater at near room temperature.ref. open202100171-bib-0013
1,4‐Cyclohexanedimethanol (CHDM)
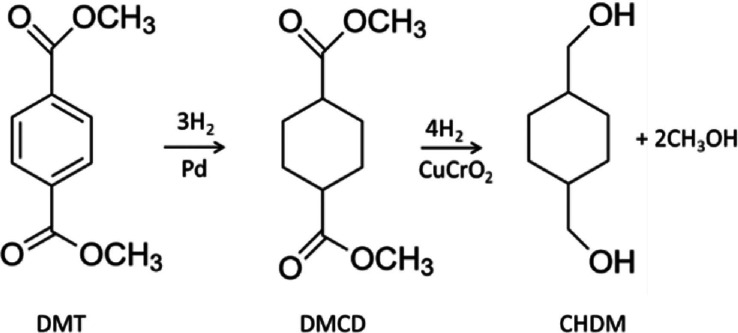
CHDM can be produced from DMT by hydrogenation in two steps: hydrogenation of DMT over palladium to get dimethyl hexahydroterephthalate (DMHT) (dimethyl 1,4‐cyclohexanedicarboxylate (DMCD)) at 30–48 MPa and 160–180 °C and then hydrogenation of DMHT over copper chromiteref. open202100171-bib-0014 (Figure 2). Approximately 99 % pure CHDM is recovered after distillation of methanol and low‐boiling compounds. The process produces an isomer ratio of 30/70 cis/trans CHDM.
Substituted Cyclobutanediols (CBDO) and Tetramethylcyclobutanediol (TMCD)
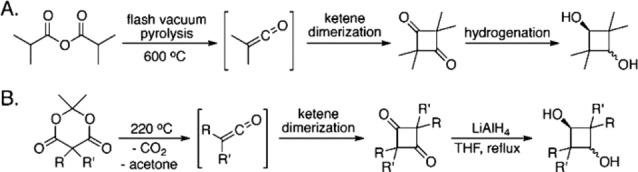
Synthesis of tetramethyl substituted CBDO (TMCD) was first reported by Staundinger,ref. open202100171-bib-0015 who observed the spontaneous dimerization of dimethylketene. Despite the versatile properties of a monomer, producing TMCD and other substituted CBDOs in large quantities is a complex task due to its novel chemistry, in part. Synthesis of TMCD is carried out commercially by vacuum flash pyrolysis of isobutyric anhydride to form dimethyl ketene, dimerization of ketene to tetramethylcyclobutanedione, and then hydrogenation to form the diolref. open202100171-bib-0016 (Figure 3). The use of ruthenium catalyst for the hydrogenation step has been shown to obtain control over the isomers produced, with a 50/50 cis/trans ratio.ref. open202100171-bib-0017 The trans isomer has a lower melting temperature (148 °C) than the cis isomer (160–163 °C) due to its planar conformation, which enables its purification via acid dehydration.[ref. open202100171-bib-0018, ref. open202100171-bib-0019, ref. open202100171-bib-0020] Although the synthetic route is effective, it limits the synthesis of diverse substituents on CBDO due to the lack of availability of substituted anhydrides.ref. open202100171-bib-0016 Therefore, another route has been developed based on substituted 5,5′‐dialkyl acid derivatives, known as Meldrum′s acid. These dialkyl acid derivatives facilitate the formation of cyclic compounds through Diels‐Alder cycloaddition followed by reduction to get substituted CBDO products. These reactions can be carried out at lower temperatures than flash pyrolysis, and acetone and CO2 side products can be removed easily.ref. open202100171-bib-0016
Synthesis of the Polyester
Polymerization Conditions
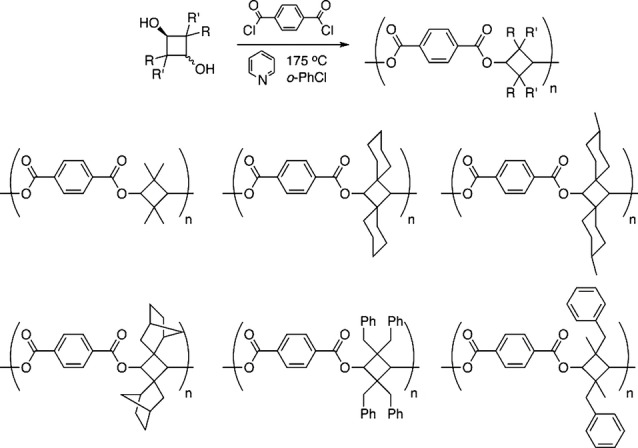
The equimolar ratio of total diacid and total diol react to form the final polyester. Diols are added in excess (1.5 to 2 times higher) to assure complete esterification of the diacid groups with diols. The monomers are first converted into oligomers (transesterification stage) and then into high molecular weight polyesters (polycondensation stage). The unreacted diols are distilled to complete the polymerization (Figure 4). 80–100 mol % of total acid TPA and isomer 0–20 mol % isophthalic acid (IPA) and diols like TMCD, CHDM, and EG are usually the main monomers. Other modifying monomers are listed in Table 1.

Table 1: Dicarboxylic acid and diol monomers for synthesis of TPA‐based copolyesters.[ref. open202100171-bib-0021, ref. open202100171-bib-0022]
| Diacids or their alkyl esters | Diols |
|---|---|
| Terephthalic acid, or in ester form (Dimethyl, dipropyl, diisopropyl, dibutyl, diphenyl‐) (TPA, DMT) | cis/trans‐ 1,4‐Cyclohexanedimethanol (CHDM) |
| cis/trans‐2,2,4,4‐Tetramethyl‐1,3‐cyclobutanediol (TMCD) | |
| Modifying minor diacids (<20 mol % of total diacid) | Ethylene Glycol (EG) |
| Isophthalic acid (IPA) | |
| 4,4’‐biphenyldicarboxylic acid | Modifying minor diols (<5 mol % of total diol) |
| 1,4‐, 1,5‐, 2,6‐, 2,7‐, naphthalenedicarboxylic acid (NDA) | 1,2, 1,3‐, ‐propanediol |
| Trans‐4,4’‐stilbenedicarboxylic acid | 1,4‐butanediol |
| Malonic acid | Neopentyl glycol |
| Succinic acid | 1,5‐pentanediol |
| Glutaric acid | 1,6‐hexanediol |
| Adipic acid | P‐xylene glycol |
| Pimelic acid | Polyethylene glycols |
| Suberic acid | Polytetramethylene glycols |
| Azelaic acid | |
| Dodecanedioic dicarboxylic acids | |
| Indan‐1,3‐ and phenylindan dicarboxylic acids |
The reactions are carried out in an inert atmosphere like nitrogen or argon to prevent oxidation. Transesterification is carried out at a lower temperature than polycondensation. DMT is first melted at 190–210 °C in the reactor. Then the temperature is raised to 220–250 °C for 1–4 h and 45–550 kPa to carry out transesterification of DMT with diols like TMCD and CHDM, which produces an oligomer and methanol. Removal of methanol by distillation drives oligomer formation. The oligomer is then further polymerized with the diols at 260–275 °C for 4–6 h to produce the high‐molecular weight copolyester. Finally, the temperature is raised to 275–290 °C, and a vacuum is applied near the end of the reaction to distill out the unreacted diols (Figure 4). Helicone‐type impeller designs can be used for such high melt viscosity polymerizations.ref. open202100171-bib-0006 TPA‐TMCD/CHDM polymerization can form poly(1,4‐cyclohexylene dimethylene terephthalate) (PCT) as a side product whose precipitation can terminate the polymerization. Precipitation can be avoided by keeping reactor temperature close to Tm of PCT (∼290 °C), but temperatures >270 °C accelerate the degradation of monomers and cause yellowing. Therefore, a better strategy involves sequential addition of TMCD at >50 mole% of the diol component and then CHDM as this reduces precipitation of PCT. At a large scale, excess of TMCD with diacid with a diol:diacid ratio>1 (like 1.2) is added to the first stage, and then remaining CHDM with diacid with diol:diacid ratio <1 is added in the next stage.ref. open202100171-bib-0023 Reaction progress is monitored by measurements of intrinsic viscosity, which is correlated to molecular weight.ref. open202100171-bib-0021 Usually, a 50/50 ratio of cis/trans TMCD is reported. The cis/trans ratio of CHDM can be varied from 25/75 to 35/65.ref. open202100171-bib-0022
Catalysts and Phosphorous Compounds
Tin and manganese‐based catalysts are effective at polymerizing high concentrations of TMCD in TPA‐TMCD/EG systems, but titanium‐based catalysts alone cannot do the same due to lower reactivity with TMCD. However, tin catalysts impart a yellow color to the polymer. Therefore, a combination of Sn/Mn with Ti and phosphorous compounds can be used. It is hypothesized that Ti can coordinate with cisTMCD isomer which reduces its catalytic activity.ref. open202100171-bib-0024 Tin compounds include dialkyl tin dihalides, diaryl tin oxides, tin alkoxides, and those with C−Sn linkages like dialkyl tin and dialkyl tin oxides. Cobalt, antimony, germanium, lithium, and aluminum catalysts can also be used in combination.[ref. open202100171-bib-0021, ref. open202100171-bib-0022] The concentrations of these compounds in polymerization range in 10–50 ppm Ti atoms, 10–100 ppm Sn or Mn atoms, and 100–200 ppm phosphorous compound based on polymer weight.ref. open202100171-bib-0025 The rates of reaction of TMCD with TPA at 240 °C decreased in the order: SnOBu2>Co(OAc)2>Mn(OAc)2>Zn(Ac)2.ref. open202100171-bib-0024
Alkyl and aryl phosphorous compounds like triphenyl phosphate, bis(2,4‐dicumylphenyl)pentaerythritol diphosphite, potassium, and zinc phosphates act as thermal or color stabilizers to obtain a colorless polymer. In TPA‐(30–40 %TMCD)/(30–70 % EG) system polycondensation occurs at 265–275 °C for 160–230 min with Mn(OAc)2 and Ti (IV) isopropoxide catalysts and Merpol A phosphorous compound (CAS#37208‐27‐8), the polyester had L* of 90 to 94, a* of −0.36 to −0.94 and b* of 3.64 to 7.19 in CIELAB color space, where L* (lightness coordinate): 0 is black, 100 is white, a* (green/red): <0 is green, >0 is red and b* (blue/yellow): <0 is blue, >0 is yellow. When TMCD is >25 %, a combination of Sn and P compounds alone cannot be used as the b* values are 10–20. Ti and P compounds give b* values of 4–5, and Sn, Ti, and P give b* values of 5–9.ref. open202100171-bib-0021 Phosphorous stabilizers also reduce foaming, off‐gassing and help in building intrinsic viscosity.ref. open202100171-bib-0002 In the absence of phosphorous compounds, 20 % PDO or BDO gave lower yellow‐colored TPA‐80 %TMCD/20 %diol copolyester than 20 % EG when dibutyl tin oxide and titanium tetrabutoxide catalysts and Irganox 1098 free radical inhibitor were used.ref. open202100171-bib-0026
Impact of Monomer Composition on Properties of the Copolyesters
Appropriate ratios of diacid and diol monomers are important for achieving good thermal stability and mechanical strength while assuring that the polymer has suitable viscosity, clarity and can be thermoformed without degradation. Various modifying diacid and diols can be added in addition to the primary monomers to tailor the physical properties as required by the application (Table 1). Diacid monomers that contain a benzene ring like terephthalic acid provide structural rigidity and high glass transition temperature. Minor quantities of aromatic diacids like isophthalic acid (IPA), naphthalenedicarboxylic acid (NDA), or stilbene dicarboxylic acid can be added along with TPA at <20 mol % of total diacid moles. Greater than 80 mol % of total diacid of TPA is usually needed to maintain high impact strength and optimum melt viscosity for injection molding and extrusion. Aliphatic diacids of 2–16 carbon atoms like malonic acid, succinic acid, glutaric acid, adipic acid have to be kept below 10 mol % as they lower Tg and HDT.ref. open202100171-bib-0027 Diols can be a combination of TMCD+CHDM or TMCD+CHDM+another aliphatic diol like EG, 1,3‐propanediol (PDO), 1,4‐butanediol (BDO) or neopentyl glycol.ref. open202100171-bib-0028
Simulations found that the root mean square end to end distance (47885 and 42226 Å2), characteristic ratio (41.8 and 36.9), and persistence length (40.8 and 29.6 Å) of TPA‐transTMCD were much higher than TPA‐cisCHDM (11083 and 11495 Å2), (7.4 and 7.7) and (6.2 and 6.4 Å) at 300 and 448 K. This increase in chain dimensions by TMCD give the TPA‐transTMCD copolyester chain rigidity and stiffness in comparison to TPA‐cisCHDM copolyester chain. Due to steric hindrance between the methyl groups of TMCD and carbonyl oxygen, the TPA‐TMCD unit′s torsional flexibility is limited to 5 and 95°. However, it was also found that TPA‐50/50cis/transTMCD chain had similar dimensions as TPA‐30/70cis/transCHDM because of the higher cis content of the TPA‐TMCD chain. These cis/trans ratios of TMCD and CHDM are typical of those resulting from chemical synthesis.[ref. open202100171-bib-0029, ref. open202100171-bib-0030]
CHDM increases the mobility of polymer chains as the flipping of cyclohexane confirmation causes relaxation, which increases ductile behavior. Aliphatic diols like EG, PDO, and BDO are even more flexible than CHDM due to the absence of ring structure.ref. open202100171-bib-0030 cis/trans ratio of CHDM affects Tm as the softening point of cisCHDM is 43 °C, and transCHDM is 67 °C. TPA‐30/70cis/transCHDM polymer (PCT) and TPA‐EG polymer (PET) have Tg of 88 and 80 °C and Tm of 300 and 260 °C, respectively.ref. open202100171-bib-0031 Table 2 shows the effect of the major diol and minor diol composition on thermal and mechanical properties.
Table 2: Effect of Diol Composition on Thermal and Mechanical Properties of TPA Homo/Copolyesters.[ref. open202100171-bib-0003, ref. open202100171-bib-0006, ref. open202100171-bib-0021, ref. open202100171-bib-0022, ref. open202100171-bib-0023, ref. open202100171-bib-0024, ref. open202100171-bib-0025, ref. open202100171-bib-0026, ref. open202100171-bib-0032]
| Major Diol [mol %] | Minor Diol [mol %] | Thermal Properties [°C] | Mechanical Properties |
|---|---|---|---|
| 100 EG (PET) | N/A | Tg 78–80, HDT 61, Tm 260 | Impact 35.2 J/m, Hardness 76 |
| 96.5 EG | 3.5 TMCD | Tm 254 | – |
| 95 EG | 5 TMCD | Tm 245 | – |
| 90 EG | 10 TMCD | Tm 224 | – |
| 87 EG | 13 TMCD | Tg 89, HDT 66 | Impact 41.1 J/m, Hardness 76 |
| 77 EG | 23 TMCD | Tg 93.1, HDT 70 | Flex. mod. 2.360 GPa, Impact 55 J/m, Yield strength 55 MPa, Break stress 52 MPa, 4 % yield strain, 333 % break strain, Young′s mod. 2.36 GPa |
| 75 EG | 25 TMCD | Tg 95.6 | – |
| 69 EG (PETG) | 31 CHDM | Tg 80, HDT 64, Tm 265 | Impact 83 J/m |
| 66 EG | 34 TMCD | Tg 101, HDT 80 | Impact 83.8 J/m, Hardness 80 |
| 65 EG | 35 TMCD | Tg 105, HDT 82 | – |
| 64 EG | 36 TMCD | Tg 106.5 | – |
| 58‐68 EG | 32–42 TMCD | Tg 100–110 | Impact: 30–80 J/m, flexural mod. 2 GPa |
| 100 CHDM (PCT) | N/A | Tg 88, HDT (at 264 psi) 60, Tm 290–300 | Impact 1222.9 J/m, Hardness 71 |
| 60–80 CHDM | 20–40 TMCD | Tg 100–130 | – |
| 78 CHDM | 22 TMCD | Tg 106 | – |
| 73 CHDM | 27 TMCD | Tg 113 | Impact 877 J/m |
| 69 CHDM | 31 TMCD | Tg 116 | Impact 807 J/m |
| 62 CHDM (PCTG) | 38 EG | Tg 86 | – |
| 57.2 CHDM | 42.8 TMCD | Tg 133 | – |
| 58 CHDM | 42 EG | HDT 67 | Impact 1532.6 J/m, Hardness 60 |
| 56 CHDM | 44 TMCD | Tg 128 | |
| CHDM | TMCD (commercial) | Tg 107.3 | 44.2 MPa yield strength, 59.0 MPa break strength, 5.8 % yield strain, 188.4 % break strain, Young′s modulus 1.488 GPa, Impact 1099 J/m |
| 100 TMCD | N/A | Tg 174, Tm 317–325 | – |
| 87 TMCD | 13 PDO | Tg 168 | – |
| 84 TMCD | 16 EG | HDT 118 | Impact 137.8 J/m, Hardness 103 |
| 78 TMCD | 22 EG | Tg 155 | |
| 78 TMCD | 22 PDO | Tg 150, HDT (at 264 psi) 114 | Impact 390 J/m, Young′s mod.1.83 GPa, yield strength 45.5 MPa |
| 78 TMCD | 22 BDO | Tg 145, HDT (at 264 psi) 105 | Impact 280 J/m, Young′s mod. 1.84 GPa, yield strength 31 MPa |
| 72 TMCD | 28 PDO | Tg 136 | – |
| 72 TMCD | 28 BDO | Tg 129 | – |
| 69 TMCD | 31 EG | HDT 108 | Impact 611.4 J/m, Hardness 95 |
| 65 TMCD | 35 PDO | Tg 122 | – |
| 64 TMCD | 36 EG | Tg 141, HDT 102 | Impact 662.2 J/m, Hardness 94 |
| 64 TMCD | 36 BDO | Tg 119 | – |
| 57 TMCD | 43 PDO | Tg 112 | – |
| 53 TMCD | 47 PDO | Tg 101 | – |
| 50 TMCD | 50 EG | HDT 90 | Impact 129.8 J/m, Hardness 90 |
| 30 TMCD+30 CHDM | 40 EG | Tg 106–118 | – |
| 100 BDO (PBT) | N/A | Tg 52, Tm 228 | – |
| 100 PDO | N/A | Tg 59, Tm 235 | – |
| 60 PDO | 40 TMCD | Tg 87 | – |
Tg: glass transition temperature, Tm melting temperature, Impact: Notched Izod impact strength at 23 °C, Hardness: Rockwell L, HDT: Heat deflection temperature at 264 psi (1.82 MPa). TPA: terephthalic acid, EG: ethylene glycol, CHDM, 1,4‐cyclohexanedimethanol, TMCD: 2,2,4,4‐tetramethyl‐1,3‐cyclobutanediol, PDO: 1,3‐propanediol, BDO: 1,4‐butanediol. PET: polyethylene terephthalate, PETG: CHDM‐modified PET, PCT: polycyclohexylenedimethylene terephthalate, PCTG: EG‐modified PCT, PBT: Polybutylene terephthalate
TPA‐EG/TMCD copolyesters (TMCD modified PET)
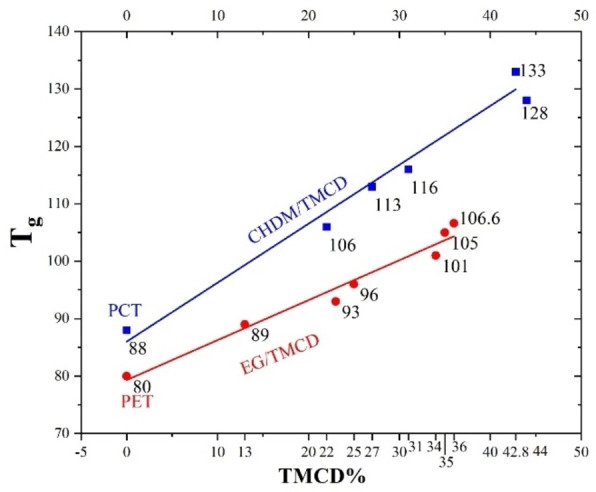
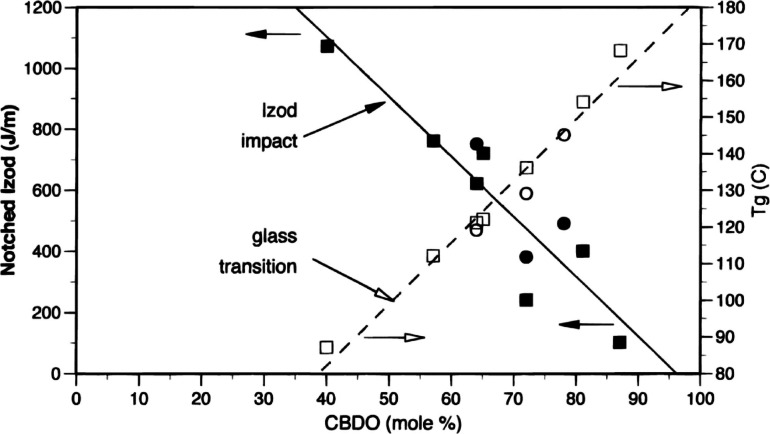
Impact strength decreases and hardness increases on increasing the EG content in TPA‐EG/CHDM (PETG) polyester. While the PETG polyester can provide hardness and heat resistance, the impact strength (notched Izod toughness <100 J/m) is lower than that needed from high‐performance plastics.ref. open202100171-bib-0003 Generally, there is a tradeoff between impact toughness and heat resistance.ref. open202100171-bib-0024 However, TMCD can increase the impact strength without lowering hardness and heat resistance in the right diol ratio. Increasing TMCD from 23 to 35 mol % of total moles of diol in TPA‐EG/TMCD copolyester increased the Tg from 93 to 105 °C (Figure 5) and HDT from 70 to 82 °C and decreased the intrinsic viscosity at 25 °C from 0.63 to 0.59 dL/gref. open202100171-bib-0025 in 40/60 phenol/tetrachloroethane. TPA‐(30–70 %)TMCD/(30–70 %)EG copolyester can have >70 Rockwell L hardness, >70 °C HDT (at 1.82 MPa) and >53.4 J/m notched Izod strength. This polyester gives the best properties when TMCD is 64–69 mol %, and EG is 31–36 mol % that yields a 94–95 Rockwell L hardness, 102–108 °C HDT at 264 1.82 MPa, and 609–667.5 J/m notched Izod strength.ref. open202100171-bib-0003 High melt strength and low melt viscosity are desirable for making components by blow molding at high rates. Compared to the conventional PETG plastic (TPA‐EG/CHDM), adding just 5 mol % TMCD can substantially increase melt strength and decrease the sagging of parisons during blow molding that gives walls of more even thickness.ref. open202100171-bib-0003
TPA‐CHDM/TMCD Copolyesters (TMCD Modified PCT)
Homopolymer made only from TPA and CHDM (PCT) has high thermal stability (Tg 88 °C, Tm 300 °C, Tcc 227 °C) and exceptional impact strength (notched Izod>1000 J/m), but it is difficult to mold as polymer starts degrading near its Tm and PCT has a fast crystallization half‐time (<5 min at 170 °C).ref. open202100171-bib-0031 The addition of TMCD to TPA‐CHDM (PCT) polyester increases Tg (Figure 5), decreases the temperature of cold crystallization (Tcc ), decreases melting temperature (Tm ), and increases crystallization half time (t 1/2), which makes it easier to thermoform the polyester. By adding 50/50cis/transTMCD to PCT (PCTT) and increasing its content from 4.4 to 9.1 mol %, Tg changed from 92 to 98 °C, Tcc from 203 to 176 and Tm from 280 to 270 °C.ref. open202100171-bib-0034 t 1/2 increased from 15 to 47 min (at 170 °C) and melt viscosity (at 1 rad/s, 290 °C) reduced from 5649 to 1736 poise when 50/50cis/transTMCD was increased from 15 to 23 mol % of total diol, respectively.ref. open202100171-bib-0006 EG does not provide the same effect on t 1/2 as does TMCD. When 20 % of 31/69cis/transCHDM was replaced with EG or TMCD in TPA‐CHDM system (PCT), t 1/2 at 170 °C was only 1.4 min with EG but 23.3 min with TMCD (50/50 cis/trans). cis/trans ratios of TMCD appear to only affect t 1/2 significantly below 160 °C (98/2cis/transTMCD: 11.6–55.0 min vs. 5/95cis/transTMCD: 8.1–25.4 min).ref. open202100171-bib-0035 Moreover, the transition temperature from brittle to ductile failure mode (Tbd ) can be lowered by increasing TMCD content in TPA‐CHDM (PCT) based systems. Tbd were 18 and 26 °C on the addition of EG at 38 and 69 mol % of total diol, but they were −5 and −12 °C on addition 22 and 42.8 mol % TMCD, respectively.ref. open202100171-bib-0006 In the range of 60–80 %CHDM/20‐40 % TMCD, the TPA‐CHDM/TMCD (PCTT) copolyester can achieve high notched Izod impact strength 700–900 J/m and Tg 105–120 °C. These polyesters were amorphous as DSC melting peaks were absent.ref. open202100171-bib-0036 Since TMCD occupies more space than CHDM and EG in TPA polyesters, TMCD copolyesters have higher oxygen transmission rates (OTR). OTR of TPA‐TMCD/CHDM, TPA‐CHDM polyester (PCT), TPA‐EG/CHDM and TPA‐EG (PET) were 137, 52.6, 25.8 and 14.3 cc‐mil/100 in2.day.atm, respectively, in dry conditions.ref. open202100171-bib-0037
TPA‐TMCD/Linear Diols (EG, PDO, BDO) (Glycol‐Modified TPA‐TMCD)
Homopolyester made only from TPA and TMCD is semi‐crystalline and has a very high Tg (174 °C) and Tm (>310 °C). TPA‐cisTMCD and TPA‐transTMCD have Tm 296–308 °C and >350 °C, respectively.ref. open202100171-bib-0006 Replacing the portion of TMCD with EG lowers Tg . 20 and 40 mol % EG decreased Tg to 155 and 142 °C. TPA‐TMCD/EG copolyesters were amorphous as DSC did not see a melting peak in 1st or 2nd heating curves at 10 °C/min.ref. open202100171-bib-0026 TPA‐TMCD/EG copolyesters with>85 mol % TMCD of diol component have high viscosities that make molding difficult. EG range can be 15–75 mol % of total moles of diol. TPA‐TMCD/EG polyesters with <15 mol % of EG have low hardness and heat resistance, but those with >75 mol % EG do not have sufficient impact strength. TPA‐TMCD(42 %)/EG(58 %) copolyesters, where DMT has been obtained from recycled PET, have high thermal stability, stiffness, optical clarity, and durability.ref. open202100171-bib-0025
In TPA‐TMCD/(PDO or BDO) copolyesters, Tg increased, and impact strength decreased on increasing TMCD content from 40 to 90 mol %. Notched Izod impact strength (1070 J/m) was highest at 40 mol % TMCD contentref. open202100171-bib-0024 (Figure 6). Although TMCD increases the rigidity of the chain, the polyester is not brittle, and polyester containing TMCD in the 50–80 % range can have both high Tg (>100 °C) and toughness (550–800 J/m). Higher trans content in TMCD can increase crystallinity as 80 %/20 % TMCD/PDO with 39/61cis/transTMCD showed melting transitions and only partial solubility in CH2Cl2 compared to 48/52cis/transTMCD. Lowering the TMCD content to 65 %/35 % TMCD/PDO made the polymers amorphous and soluble in CH2Cl2.ref. open202100171-bib-0024
In TPA‐TMCD/PDO polyesters, increasing the content of cisTMCD isomer increases optical clarity. Copolyesters that used trans‐rich TMCD produced a translucent material compared to highly transparent copolyesters that used cis‐rich TMCD. This result was because cis/trans TMCD and cis‐rich TMCD polyesters were amorphous while trans‐rich TMCD polyester was semi‐crystalline and showed peaks at 5.735 and 5.284 Å in XRD. The Tg of copolyesters made from cis‐rich, 43/57cis/trans mixture and trans‐rich TMCD were 99.4, 84.5, and 69.3 °C, the Izod impact strengths were 1090, 944, and 841 J/m, respectively. Models indicate that cisTMCD polyester has a coiled structure that helps absorb impact energy like a spring for ballistic armor, while transTMCD polyester is linear, which may be better for yielding fibers of high tensile strength.ref. open202100171-bib-0038 The same trend between the cis/trans ratio of TMCD and Tg has been found in TPA‐TMCD/CHDM systems as well. In TPA‐44 %TMCD/56 %CHDM, using 0.72 cis/trans ratio gave Tg 131 °C, while 0.36 cis/trans ratio gave Tg 118 °C.ref. open202100171-bib-0006
Molecular Weight
GPC and NMR can determine the molecular weight of these copolyesters. Dichloromethane with 10–30 % hexafluoroisopropanol (HFIP) is a good solvent for GPC and intrinsic viscosity measurement. HFIP is an excellent polar protic solvent for the solubilizing of terephthalic acid class of polyesters.ref. open202100171-bib-0039 The intrinsic viscosity of the copolyesters are in the range of 0.5–0.8 dL/g in phenol/tetrachloroethane at 23 °C.ref. open202100171-bib-0023 TPA‐TMCD/CHDM copolyester (Tritan TX1000) has weight‐average molecular weight (Mw ) of 20 kDa, number‐average (Mn ) 10.5 kDa and dispersity (Mw/Mn ) of 1.97.ref. open202100171-bib-0032 A commercial Tritan (TPA‐TMCD/CHDM) polymer had 53.1 kDa Mw and 26.5 kDa Mn ref. open202100171-bib-0016 and a TMCD modified PCT (PCTT) (TPA‐CHDM/TMCD) film had 64.5 kDa Mw and 28.9 kDa Mn from GPC based on polystyrene standards in 70/30 CH2Cl2/HFIP mobile phase.ref. open202100171-bib-0039 This result is in the range of other TPA copolyesters like TPA‐62 %CHDM/38 %EG (PCTG), which has Mw 45.7 kDa and Mn 18.7 kDaref. open202100171-bib-0040 and PET which has Mw 49.5 kDa and Mn 20.1 kDaref. open202100171-bib-0041 by GPC. For TPA‐TMCD/CHDM polymer, the degree of polymerization (DP) can be determined by 1H NMR in CHCl3‐d/trifluoroacetic acid‐d by dividing the sum of integrals of cis (4.75 ppm) and trans (4.91 ppm) methine peaks by end group (4.05 ppm) for TMCD units (DPtmcd) and the sum of integrals of cis (4.43 ppm) and trans (4.32 pm) methyl peaks by end group (4.05 ppm) for CHDM units (DPchdm). The average number‐average molecular weight (Mn ) is MtmcdDPtmcd+MchdmDPchdm. Molecular masses Mtmcd and Mchdm of CHDM and TMCD residues are both 274 g/mol. 13C NMR can be employed for calculating cis/trans ratio (81.9/82.9 ppm for TMCD and 34.3/36.9 ppm for CHDM) and dyad sequences (133.7 from TPA).ref. open202100171-bib-0042
Impact of Ageing
TPA‐TMCD/CHDM (Tritan) copolyester was exposed for 2 years behind a glass wall in an enclosure with 0–58 °C temperature variance and 5–27 MJ/m2 radiant exposure at 61.4±9.4 % relative humidity. Tg (2nd DSC heating scan) decreased from 92 to 80 °C at the end of the exposure. The tensile yield strength increased from 45 to 51 MPa, possibly due to enthalpic relaxation. The copolyester′s Charpy notched impact strength decreased from 105 to 2 KJ/m2 beyond 60 days compared to PET and PETG 3–5 to 1.5 KJ/m2. FTIR showed significant photodegradation as the carbonyl peak shifted from 1723 to 1714 cm−1 due to lysis of the ester bond.ref. open202100171-bib-0043 In another study, this copolyester underwent accelerated aging at 40–80 °C for 123 days. Charpy impact strength dropped from 63 to 15 KJ/m2 when enthalpic relaxation was maximized to ∼1 J/g (beyond 500 h at 80 °C). However, Young′s modulus increased from 1.47 to 1.59 GPa on aging for 42 days irrespective of temperature (40–80 °C), and tensile strength at yield increased from 46 to 47 MPa, 48 to 52 MPa, and 51 to 58 MPa on aging for 42 days at 40, 60 and 80 °C, respectively.ref. open202100171-bib-0042 The yellowness index after 2500 h of UV exposure (340 nm) was markedly lower for TPA‐TMCD/BDO copolyester (+29 %) than commercial polycarbonate (+2800 %) in the absence of any UV stabilizer. The notched Izod impact strength of the copolyester decreased from 390 to 110 J/m (−72 %) while that of polycarbonate decreased from 990 to 70 J/m (−93 %) after UV ag.
Additives for Modifying Properties
Several additives can be added to improve performance, like impact modifiers, UV and thermal stabilizers, hydrophobicity modifiers, surface friction, and slip agents, antimicrobial substances, dyes and pigments, toners, antistatic agents, and flame retardents.ref. open202100171-bib-0044
Impact Modifiers
Impact strength can be increased by adding elastomers and having one or more polymer segments below RT. Modified polyolefins (Elvaloy, Lotader), thermoplastic elastomers (Kraton, thermoplastic urethane), and core‐shell polymers (cross‐linked acrylates and methacrylates) can serve as impact modifiers.ref. open202100171-bib-0025 Addition of 8 wt % methyl methacrylate‐butadiene‐styrene (MBS) copolymer to TPA‐CHDM/TMCD copolyester gave 892 and 703 J/m notched Izod impact strength when the compositions were 77/27 CHDM/TMCD and 65/35 CHDM/TMCD in which cis/trans ratio of TMCD was 60/40.ref. open202100171-bib-0036
Flow Modifiers
Branching monomers having three or more carboxylic or hydroxy groups like polyfunctional acids, anhydrides, and alcohols can be added at <1 % to increase strength and viscosity of the melt for the purpose of making polymer foams. Some branching agents are trimellelic acid, trimelletic anhydride, pyromelletic dianhydride, trimethylolpropane, glycerol, sorbitol, pentaerythritol, citric acid, tartaric acid, 3‐hydroxyglutaric acid, 1,2,6‐hexanetriol, and trimesic acid.ref. open202100171-bib-0023 On the other hand, to reduce the melt viscosity, macrocyclic oligomers can be added for purposes of injection and blow molding. Pressure for injection molding was reduced by 20 % when a 2 % poly(butylene terephthalate) oligomer was added to the TPA‐TMCD/CHDM copolyester.ref. open202100171-bib-0032
Color Additives
Reactive dyes with hydroxyl or carboxylic groups can be copolymerized to give color. Pigments include titanium white, titanium yellow, carbon black, cyanine blue, chrome green, azo red, and cobalt blue.ref. open202100171-bib-0045
Slip Additives
Slip additives make it easier to process the plastic melt and the removal from the mold on cooling. They can modify the coefficient of friction by migrating to the interface of plastic and mold that provides lubrication. Examples include waxes, fatty acids, fatty esters, siloxanes, silicones, fluorinated polymers at 0.5–2 %.ref. open202100171-bib-0025
UV Absorbers and Stabilizers
Some UV additives that can reduce photodegradation include benzotriazole, benzophenone, cyanoacrylates, hindered amines.ref. open202100171-bib-0045 Adding 10 % Cyasorb 1164, a benzoxazinone UV absorber, reduced free‐radical induced cross‐linking of TPA‐CHDM/TMCD (PCTT) film on UV irradiation.ref. open202100171-bib-0039
Applications
Traditionally, BPA polycarbonate has been used for making transparent ballistic armor, but TPA/IPA‐TMCD/CHDM copolyester can serve as a new replacement due to its high toughness.ref. open202100171-bib-0008 Durable household, kitchen, dishwasher containers, and electronic device parts can be made from these copolyesters due to their high optical clarity. TPA‐TMCD/CHDM copolyesters are more durable laminates on glass because of their higher chemical resistance than BPA polycarbonate.ref. open202100171-bib-0006 Biomedical equipment like dialysis filter housingref. open202100171-bib-0035 and blood therapy containers,ref. open202100171-bib-0046 and light housings, windows, and films are some applications of these copolyesters. Glass fiber, poly(1,4‐phenylene terephthalamide), Kevlar, carbon fiber, and clay can be added to make composites that may further enhance strength properties.ref. open202100171-bib-0008 Increase in Tg of TPA copolyesters due to TMCD incorporation benefits under‐the hood parts in automotive, aircraft interior parts, insulation cladding, electronic parts and biomedical tubings.ref. open202100171-bib-0047
These copolyesters can be blended with polyamides, polystyrene, acrylonitrile‐butadiene‐styrene, acrylates, methacrylates, polyetherimides, polyphenylene oxides, polyphenylene sulfides, polyester carbonates, polysulfones, polysulfone ethers, and polyetherketones. TPA‐23–35 % TMCD/EG copolyesters when blended with 25 % recycled PET (rPET) in extruder gave 2.5–2.6 GPa flexural modulus, 46–49 J/m notched Izod strength, 56 MPa tensile yield strength, 52–58 MPa tensile strength at break, 4 % yield strain, 272–325 % break strain, 2.3 GPa Young′s modulus and 87–93 °C Tg.ref. open202100171-bib-0025 <1 wt % phosphorous compounds like tris‐(2,4‐di‐t‐butylphenyl) phosphite (Irgafos 168) can be added to prevent thermal degradation during melt blending of TPA‐CHDM/TMCD copolyester with PET or BPA PC.ref. open202100171-bib-0036 The blending of TPA‐EG/CHDM (PETG) with TPA‐CHDM/TMCD produces a translucent blend. Haze increased from 3 to 14 % when the PETG content in PCTT/PETG blend was increased from 5 to 20 %. It has been shown recently that the addition of TPA‐CHDM/EG (PCTG) to the PCTT/PETG blend keeps the haze to <1.5 % on increasing PETG content as it acts like a compatibilizer.ref. open202100171-bib-0048
Health Safety of TPA‐TMCD/CHDM Copolyesters
Leaching of BPA from polycarbonate and polyarylate rigid plastics is an acute problem as it is an endocrine disruptor. Therefore, rigid plastics that do not use BPA as a monomer are being produced to improve food and environmental safety. In vitro and in vivo assays have been carried out for many chemicals, FDA, EPA, and OECD databases contain data on disruptive endocrine chemicals (EDCs).ref. open202100171-bib-0049 TPA and DMT had no reported relative binding affinity (RBA) in estrogenic receptor (ER) competitive binding assay. This assay uses uterine cytosol from Sprague‐Dawley rats to see the ability of a foreign chemical to displace 17β‐estradiol in the binding of all ER subtypes.ref. open202100171-bib-0050 Quantitative prediction from molecular docking of cis and trans TMCD with the ligand‐binding domain of ERα receptor found that they were nonestrogenic.ref. open202100171-bib-0051 However, in one study, commercially produced TPA‐CHDM/TMCD copolyester (Tritan baby bottle) and other polycarbonate replacement plastics were tested through BG1Luc4E2 and MCF‐7 assays. The BG1Luc4E2 is a reporter gene assay, and MCF‐7 is a breast cancer cell proliferation assay that OECD approves for evaluating EDCs.ref. open202100171-bib-0049 The copolyester was cut into pieces and stressed by microwave, autoclaving, or UV light. Unstressed and stressed plastics were extracted with saline, 10–100 % ethanol, or distilled water. Only 2 of 6 unstressed, 3 of 10 microwave stressed, and 3 of 14 autoclave stressed products showed significant estrogenic activity (EA), but 23 of 25 UVA (315–400 nm) and UVC (100–280 nm) stressed products showed significant EA.ref. open202100171-bib-0052 The activation of ER‐dependent signaling could have been due to copolyester′s degradation products or additives, like triphenylphosphate (TPP) which has EA.ref. open202100171-bib-0053 In a study, Tritan baby bottles were incubated with milk simulant (50 % ethanol) at 70 °C for 2 h using standard methods for food contact materials to identify migrants by LC‐MS. Only a slip additive (erucic amide) was detected in the simulant.ref. open202100171-bib-0054 One study found that survival of B cells of the immune system was better with DMT, TPA, TMCD, and CHDM than BPA.ref. open202100171-bib-0055 However, a recent study found that DMT, TMCD, and CHDM at 10 μM concentration inhibited androgenic receptor by 42.3 %, 32.27 %, and 9.95 %, respectively, in fluorescence‐based ligand binding assay. There was no inhibition by these compounds on ERα binding assay; however, the % inhibitions on ERβ receptor were 4.34 %, 9.1 %, and 78.28 %, respectively.ref. open202100171-bib-0056 Overall, it appears that CHDM and TMCD might show lower endocrine activity than BPA, however, further studies and official testing are needed to get concrete conclusions on their effects on health and environment.
TMCD Alternatives ‐ CBDO Substituents for Future Copolyesters
The advantage of CBDO as a monomer in polyesters is that it provides alterable side group functionalities. Both linear and cyclic, aliphatic, and phenyl side functionalities have been attached to the CBDO monomer. A range of rigidity and glass transition temperatures of the resultant polyesters can be modified by varying side group functionality like the addition of spirocyclic functionality by the use of 5,5’‐Meldrum acid derivatives. This functionality exponentially increases rigidity and Tg (120–230 °C). Moreover, the stereocenters in the spiro side groups add to the number of possible isomers of the substituted‐CBDO which in turn change the glass transition properties of the synthesized polyestersref. open202100171-bib-0016 (Figure 7)
The use of cross‐linkers has enabled the alteration of copolyesters based on CBDO monomers. The incorporation of a mild cross‐linking agent has been shown to impact the Tg of the polyester. In one study, the use of 15 mol % phloroglucinol (trifunctional alcohols) in TPA‐60/40 BPA/TMCD copolyester increased Tg from 175 to 193 °C.ref. open202100171-bib-0057 Alternatively, the use of cis‐1,3‐indanediol has also been shown to tune Tg values when used along with TMCD.ref. open202100171-bib-0058 Isomers add to the possible combinations of chain conformation which affect mechanical properties. The cis/trans isomer ratio of CBDO can affect the linearity of the polymer chain. Substituents that are also asymmetric further increase the polymer chain′s possible isomers. Specifically, in the case of spiro substituents, combinations of the chain conformation gives a broad range of Tg values while keeping the monomer chemistry constant.ref. open202100171-bib-0016
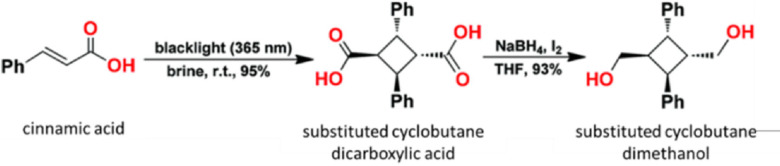
A recent greener approach shows the use of a photoreaction to prepare cyclobutane derivatives. Trans diphenyl‐cyclobutane dicarboxylic acid was synthesized from trans‐cinnamic acid in a brine medium at 365 nm light (Figure 8). It was then reduced using NaBH4/I2 in THF to yield trans diphenyl‐cyclobutane dimethanol at a 93 % yield. When this cyclobutane dimethanol was esterified with TPA, the copolyester had 23.1 kDa Mw and 11 kDa Mn, and 114 °C Tg .ref. open202100171-bib-0059 On the other hand, 2,4‐diphenylcyclobutane‐1,3‐dicarboxylic acid (Ph2CBDA) could be esterified with linear diols like EG and PDO, but the resulting polyesters had Tg of only 81 and 64 °C, respectively.ref. open202100171-bib-0060 Nevertheless, these cyclization reactions based on biomass‐derived intermediates like cinnamic acid and furfualref. open202100171-bib-0061 can be beneficial for making greener polyesters.
Summary and Outlook
Polymerization of TMCD in TPA‐based copolyesters improves heat resistance and impact strength. It can be polymerized along with CHDM and linear diols like EG to give material properties that are superior to PET, PETG, PCTG and can serve as a replacement for polycarbonate. There is scope for improvement in the large‐scale synthesis of TMCD as Meldrum′s acid route can be explored instead of vacuum flash pyrolysis. Moreover, many other substituents based on CBDO chemistry can open new doors towards industrially useful copolyesters. Renewable monomers like 2,5‐furandicarboxylic acid (2,5‐FDCA) have been used as TPA substitutes[ref. open202100171-bib-0062, ref. open202100171-bib-0063] but the polyethylene furandicarboxylate (PEF) has a Tg of 82–89 °C.ref. open202100171-bib-0064 Therefore, copolymerizing TMCD with FDCA and EG may give a partially renewable copolyester with higher Tg than PEF. More toxicological studies are needed to assess the health and safety aspects of TMCD containing TPA copolyesters.
Author Contributions
SB initiated and contributed to all sections. KB provided content for TMCD synthesis and derivatives. SO and AR helped shape the research and supervise the project.
Conflict of interest
The authors declare no conflict of interest.
Biographical Information
Dr. Samarthya Bhagia is a postdoctoral research associate in the Biosciences Division at ORNL. He received PhD in Chemical and Environmental Engineering from University of California, Riverside in 2016 and B.Tech. in Pharmaceutical Chemistry and Technology from Institute of Chemical Technology, Mumbai in 2011. He is currently investigating 3D printing of green polymer composites along with synthesis and characterization of a variety of plastics. He has deep experience in process engineering of lignocellulosic biomass into renewable fuels, chemicals and materials, characterization of polysaccharides and lignin, and enzyme kinetics.
Biographical Information
Dr. Kamlesh Bornani received his Ph.D. in Polymer Chemistry at the University of Tennessee Knoxville in 2016 under supervision of Dr. Michael Kilbey. His work focused on characterizing block copolymers in solution, blends and nanocomposites. He then transitioned to work in carbon fiber composites in association with IACMI industry partners. Since 2019 he is working with Dr. Linda Schadler at the University of Vermont. His research interests include understanding the interrelationship between crystallization and nanofillers organization in composites (nano & bio). He is actively pursuing characterization of these composites using novel tools such as AFM and Raman.
Biographical Information
Dr. Soydan Ozcan is a Senior R&D Scientist of Oak Ridge National Laboratory (ORNL). Ozcan is currently the Thrust Lead for Sustainable Manufacturing Technology at the ORNL’s Manufacturing Demonstration Facility (MDF). His research addresses the broad and vital manufacturing issue that enables carbon‐neutrality and reduced energy intensity by reducing material waste, promoting complete recyclability and circular economy of materials, advancing the use of bio‐derived renewable resources. Ozcan has received multiple prestigious awards, including R&D 100 – (2020), CAMX Outstanding Sustainability Paper (2018), CAMX Ace (2017), ORNL SEA (2017 and 2020), UT‐Battelle’s R&D Award (2012). Ozcan holds 21 patents, has published 9 book chapters, and has been an active speaker sustainable manufacturing and materials‐related topics and research.
Biographical Information
Dr. Arthur Ragauskas is a Governor’s Chair in Biorefining at the University of Tennessee. He held the first Fulbright Chair in Alternative Energy and is a Fellow of American Association for the Advancement of Science, the International Academy of Wood Science and TAPPI. His program is directed at understanding and exploiting innovative sustainable bioresources, which targeted to develop new and improved applications for nature’s premiere renewable biopolymers for biofuels, biopower, and bio‐based materials and chemicals. More information on his research can be found athttp://cbe.utk.edu/people/art‐j‐ragauskas.
References
- 1D.Paszun, T.Spychaj, Ind. Eng. Chem. Res.1997, 36, 1373–1383.
- 2T. C. Germroth, G. W. Connell, E. D. Crawford, T. J. Pecorini, D. S. McWilliams, B. F. Barton, D. B. Shackelford, Polyester Compositions Which Comprise Cyclobutanediol and at Least One Phosphorus Compound 2010, US20100298523A1.
- 3J. C. Morris, J. R. Bradley, Polyesters from Terephthalic Acid, 2,2,4,4-Tetramethyl-1,3-Cyclobutanediol and Ethylene Glycol, 1999, US5955565A.
- 4W. M.Eareckson, J. Polym. Sci.1959, 40, 399–406.
- 5L. M. Robeson, Polyarylate Containing Blends 1981, US4259458A.
- 6E. D. Crawford, D. S. Porter, G. W. Connell, Glass Laminates Comprising Polyester Compositions Formed from 2,2,4,4-Tetramethyl-1,3-Cyclobutanediol and 1,4-Cyclohexanedimethanol, 2011, US7893187B2.
- 7F.Brenz, S.Linke, T. J.Simat, Food Addit. Contam.2021, 38, 160–179.
- 8C. J.Booth, M.Kindinger, H. R.McKenzie, J.Handcock, A. V.Bray, G. W.Beall, Polymer2006, 47, 6398–6405.
- 9R. J.Mondschein, J. M.Dennis, H.Liu, R. K.Ramakrishnan, J. M.Sirrine, T.Weiseman, R. H.Colby, S.Nazarenko, S. R.Turner, T. E.Long, Macromolecules2019, 52, 835–843.
- 10P.Raghavendrachar, S.Ramachandran, Ind. Eng. Chem. Res.1992, 31, 453–462.
- 11I.Taniguchi, S.Yoshida, K.Hiraga, K.Miyamoto, Y.Kimura, K.Oda, ACS Catal.2019, 9, 4089–4105.
- 12J.Then, R.Wei, T.Oeser, A.Gerdts, J.Schmidt, M.Barth, W.Zimmermann, FEBS Open Bio2016, 6, 425–432.
- 13D.Moog, J.Schmitt, J.Senger, J.Zarzycki, K.-H.Rexer, U.Linne, T.Erb, U. G.Maier, Microb. Cell Fact.2019, 18, 171.31601227
- 14S. R.Turner, J. Polym. Sci. Part A2004, 42, 5847–5852.
- 15H.Staudinger, H. W.Klever, Ber. Dtsch. Chem. Ges.1906, 39, 968–971.
- 16D. J.Burke, T.Kawauchi, M. J.Kade, F. A.Leibfarth, B.McDearmon, M.Wolffs, P. H.Kierstead, B.Moon, C. J.Hawker, ACS Macro Lett.2012, 1, 1228–1232.
- 17R. H.Hasek, E. U.Elam, J. C.Martin, R. G.Nations, J. Org. Chem.1961, 26, 700–704.
- 18T.Margulis, J. Chem. Soc. D1969, 215–216.
- 19C. D.Shirrell, D. E.Williams, Acta Crystallogr. Sect. B1976, 32, 1867–1870.
- 20R. H.Hasek, E. U.Elam, J. C.Martin, R. G.Nations, J. Org. Chem.1961, 26, 700–704.
- 21E. D. Crawford, J. T. Goetz, M. K. Coggins, D. W. C. Jr, Polyester Compositions Which Comprise Tetramethylcyclobutandiol and Ethylene Glycol, with Improved Catalyst System, 2020, US20200165379A1.
- 22E. Crawford, Polyester Compositions Which Comprise Cyclobutanediol Ethylene Glycol, Titanium, and Phosphorus with Improved Color and Manufacturing Processes Therefor, 2007, US20070142511A1.
- 23B. F. Barton, D. B. Shackelford, Process for the Preparation of Copolyesters Based on 2,2,4,4-Tetramethyl-1,3-Cyclobutanediol and 1,4-Cyclohexanedimethanol, 2013, US8586701B2.
- 24D. R.Kelsey, B. M.Scardino, J. S.Grebowicz, H. H.Chuah, Macromolecules2000, 33, 9.
- 25K. Hofmann, J. T. Hofmann, D. W. C. Jr, Blends of Copolyesters Having Recycled Content and High Heat Resistance, 2020, WO2020231689A1.
- 26D. R. Kelsey, Copolyester Composition 1998, US5705575A.
- 27J. C. Morris, J. R. Bradley, K. S. Seo, Blow-Molding Polyesters from Terephthalic Acid, 2,2,4,4-Tetramethyl-1,3-Cyclobutanediol, and Ethylene Glycol, 2000, US6096854A.
- 28W. R. Hale, Miscible Blends Comprising Copolyesters of Aromatic Dicarboxylic Acid With CHDM and Either NPG or TMCD, 2012, US20120184669A1.
- 29M. S.Sulatha, S.Purushotham, U.Natarajan, Polymer2002, 43, 6295–6305.
- 30M. S.Sulatha, U.Natarajan, Macromol. Theory Simul.2003, 12, 61–71.
- 31F.Hussain, S.Park, J.Jeong, S.Kang, J.Kim, J. Appl. Polym. Sci.2020, 137, 48950.
- 32K. M. Cable, J. A. Galloway, T. J. Pecorini, J. Horton, Copolyester Resin Composition with Improved Melt Flow Properties 2020, US20200263027A1.
- 33E. D. Crawford, T. J. Pecorini, D. S. McWilliams, D. S. Porter, G. W. Connell, Polyester Compositions Containing Cyclobutanediol Having a Certain Combination of Inherent Viscosity and High Glass Transition Temperature and Articles Made Therefrom, 2017, US9765181B2.
- 34E. D. Crawford, M. E. Donelson, Clear Semi-Crystalline Articles with Improved Heat Resistance 2013, US20130217830A1.
- 35E. D. Crawford, D. S. Porter, G. W. Connell, Dialysis Filter Housings Comprising Polyester Compositions Formed from 2,2,4,4-Tetramethyl-1,3-Cyclobutanediol and 1,4-Cyclohexanedimethanol, 2011, US7951900B2.
- 36M. A. Treece, G. M. Stack, D. H. Bolton, Polyester Blends 2010, WO2010110876A1.
- 37K. A.Iyer, Polymer2017, 129, 117–126.
- 38Y.Nash, T. L.Nash, B.Henderson, E.-S. M.Duraia, C. E.Powell, B.Sanderson, G. W.Beall, J. Mater. Sci.2013, 48, 8588–8595.
- 39K.Arangdad, E.Yildirim, A.Detwiler, C. D.Cleven, C.Burk, R.Shamey, M. A.Pasquinelli, H. S.Freeman, A.El-Shafei, J. Appl. Polym. Sci.2019, 136, 48198.
- 40J. P.Dickerson, A. E.Brink, A. J.Oshinski, K. S.Seo, Copolyesters Based on 1,4-Cyclohexanedimethanol Having Improved Stability, 1997, US5656715A.
- 41N. B.Sanches, M. L.Dias, E. B. A. V.Pacheco, Polym. Test.2005, 24, 688–693.
- 42E.Andersen, R.Mikkelsen, S.Kristiansen, M.Hinge, RSC Adv.2019, 9, 14209–14219.
- 43E.Andersen, R.Mikkelsen, S.Kristiansen, M.Hinge, Mater. Chem. Phys.2021, 261, 124240.
- 44R. E. Young, Flame Retardant Copolyester Compositions, 2013, US8604105B2.
- 45J. E. G. Powell, A. H. Honeycutt, Unsaturated Polyester Resin Compositions Containing 2,2,4,4-Tetramethyl-1,3- Cyclobutanediol and Articles Made Therefrom, 2010, WO2010090711A1.
- 46E. D. Crawford, D. S. Porter, G. W. Connell, Blood Therapy Containers Comprising Polyester Compositions Formed from 2,2,4,4-Tetramethyl-1,3-Cyclobutanediol and 1,4-Cyclohexanedimethanol, 2010, US7803439B2.
- 47E. D.Crawford, D. S.McWilliams, D. S.Porter, G. W.Connell, Thermoformed Sheet Comprising Polyester Compositions Which Comprise Cyclobutanediol, 2010, US7838620B2.
- 48R. T. Neill, D. S. McWilliams, Ternary Blends of Terephthalate or Isophthalate Polyesters Containing EG, CHDM and TMCD, 2016, US9273206B2.
- 49OECD, Revised Guidance Document 150 on Standardised Test Guidelines for Evaluating Chemicals for Endocrine Disruption, OECD Publishing, Paris, 2018.
- 50R. M.Blair, Toxicol. Sci.2000, 54, 138–153.10746941
- 51H. W.Ng, M.Shu, H.Luo, H.Ye, W.Ge, R.Perkins, W.Tong, H.Hong, Chem. Res. Toxicol.2015, 28, 1784–1795.26308263
- 52G. D.Bittner, C. Z.Yang, M. A.Stoner, Environ. Health2014, 13, 41.24886603
- 53G. D.Bittner, M. S.Denison, C. Z.Yang, M. A.Stoner, G.He, Environ. Health2014, 13, 103.25477047
- 54W.da Silva Oliveira, S.Ubeda, C.Nerín, M.Padula, H.Teixeira Godoy, Food Res. Int.2019, 123, 529–537.31285002
- 55J.-W.Jang, J.-W.Lee, Y. D.Yoon, J.-S.Kang, E.-Y.Moon, Environ. Pollut.2020, 259, 113907.32023790
- 56O.Keminer, M.Teigeler, M.Kohler, A.Wenzel, J.Arning, F.Kaßner, B.Windshügel, E.Eilebrecht, Sci. Total Environ.2020, 717, 134743.31836225
- 57A. M.Douglas, C. J.Booth, Int. J. Polym. Mater.2008, 57, 806–814.
- 58H.Guemmour, A.Benaboura, Polym. Sci. Ser. B2013, 55, 280–285.
- 59R. K.Shahni, M.Mabin, Z.Wang, M.Shaik, A.Ugrinov, Q. R.Chu, Polym. Chem.2020, 11, 6081–6090.
- 60Z.Wang, B.Miller, M.Mabin, R.Shahni, Z. D.Wang, A.Ugrinov, Q. R.Chu, Sci. Rep.2017, 7, 1–7.28127051
- 61Z.Wang, M.Scheuring, M.Mabin, R.Shahni, Z. D.Wang, A.Ugrinov, J.Butz, Q. R.Chu, ACS Sustainable Chem. Eng.2020, 8, 8909–8917.
- 62C. A.Sutton, A.Polykarpov, K.Jan van den Berg, A.Yahkind, L. J.Lea, D. C.Webster, M. P.Sibi, ACS Sustainable Chem. Eng.2020, 8, 18824–18829.
- 63S. P.Arnaud, L.Wu, M.-A. W.Chang, J. W.Comerford, T. J.Farmer, M.Schmid, F.Chang, Z.Li, M.Mascal, Faraday Discuss.2017, 202, 61–77.28671209
- 64X.Fei, J.Wang, J.Zhu, X.Wang, X.Liu, ACS Sustainable Chem. Eng.2020, 8, 8471–8485.